|
รายละเอียดสินค้า:
|
| สภาพ: | ใหม่ | สภาพแป้ง: | 380V / 50HZ หรือกำหนดเอง |
|---|---|---|---|
| ความจุ: | 150-220 กก. / ชม. หรือกำหนดเอง | เส้นผ่านศูนย์กลางท่อ: | 20-110 มม. หรือกำหนดเอง |
| วัสดุที่เหมาะสม: | HDPE PPR LDPE LLDPE | ||
| เน้น: | สายการผลิตท่อพลาสติก PPR 20 มม.,สายการผลิตท่อ PPR 110 มม.,เครื่องอัดรีดท่อ PPR 110 มม. |
||
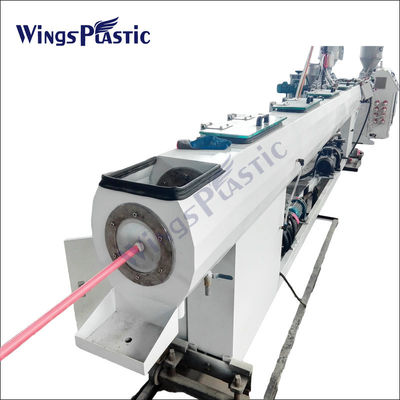
สายการผลิตเครื่องขยายท่อพลาสติก PPR
กระแสการผลิต:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
วิธีแก้ปัญหาที่พบในกระบวนการผลิตของท่อ PPR
1การมีรอยเผาบนพื้นผิวของท่ออาจเป็นเพราะอุณหภูมิที่สูงเกินไปบนร่างกายหรือจมูก หัวเครื่องจักรและกรองไม่ได้ทําความสะอาดอย่างละเอียดภาวะไม่สะอาดในวัสดุเมล็ด; ความมั่นคงทางอุณหภูมิของวัสดุแพร่ที่ไม่ดีหรือการปรับขนาดความมั่นคงทางอุณหภูมิที่ไม่เพียงพอ เครื่องควบคุมอุณหภูมิทํางานผิดปกติ
2สายสีดําบนผิวของท่ออาจเป็นเพราะอุณหภูมิหัวสูงและกรองที่ไม่ได้ทําความสะอาดอย่างละเอียด
3การขาดความสว่างบนพื้นผิวของท่ออาจเป็นเพราะอุณหภูมิของหมักที่ต่ําหรือสูง
4. รอยบนผิวของท่ออาจเป็นเพราะอุณหภูมิที่ไม่เท่าเทียมกันรอบหม้อ; น้ําเย็นร้อนเกินไป; การดึงช้าเกินไป
5. ความหยาบคายของผนังภายในของท่ออาจเป็นเพราะอุณหภูมิต่ําของแท่งแกน; อุณหภูมิของร่างกายต่ําเกินไป; อุณหภูมิของสกรูสูงเกินไป
6.รอยแตกบนผนังภายในของท่ออาจเป็นเพราะปริมาณปนเปื้อนในวัสดุ; อุณหภูมิของแท่งแกนต่ําเกินไป; อุณหภูมิร่างกายต่ํา; ความเร็วการดึงเร็วเกินไป
7ผนังภายในของท่ออาจมีความไม่เรียบร้อย ซึ่งอาจส่งผลให้อุณหภูมิของสกรูสูงเกินไป ความเร็วของสกรูเร็วเกินไป
8อาจมี Bubbles บนผนังภายในของท่อ ซึ่งอาจได้รับความชื้น
9. ความหนาไม่เท่าเทียมกันของผนังท่ออาจส่งผลให้หม้อปากและหม้อแกนไม่ตรงกัน อุณหภูมิหัวไม่เท่าเทียมกัน การดึงไม่มั่นคง อากาศกดไม่มั่นคง
10การบิดท่ออาจทําให้ผนังหนาไม่เท่าเทียมกัน อุณหภูมิที่ไม่เท่าเทียมกันรอบหัวเครื่องหลุมที่ทั้งสองปลายของช่องลดเย็นไม่ได้เป็นบริเวณเดียวกัน.
11ผลิตภัณฑ์อาจเปราะบางเนื่องจากการพลาสติกของร่างกายไม่เพียงพอ ความเร็วของสกรูเร็วเกินไป อุณหภูมิของหัวต่ําเกินไป ความแน่นของสับสูงเกินไป
12. การสับตัวในระยะยาวหรือข้ามของท่ออาจส่งผลให้มีความแตกต่าง radial ใหญ่ระหว่างกว้างของกล่องขนาดและกว้างภายในของ die (ข้าม);ความเร็วการดึงสูงเกินไป (ขนาน).
13. การปล่อยน้ําอย่างช้า ๆ ทันทีอาจส่งผลให้มีอุณหภูมิที่สูงในส่วนการให้อาหารสกรู
![]()

ข้อมูลพื้นฐานของเครื่องจักร:
| ขนาดของเครื่องบด | เครื่องยนต์หลัก | ความจุสูงสุด | กว้างของท่อ |
| 65/33 | 37kw | 150 กิโลกรัม/ชม | 16-63 มิลลิเมตร |
| 65/33-H | 45kw | 180 กิโลกรัม/ชั่วโมง | 16-63 มิลลิเมตร |
| 65/33-H | 55kW | 200 กิโลกรัม/ชม | 20-110 มม. |
![]()
ผู้ติดต่อ: Mr. Wang
โทร: +86 15092066953
แฟกซ์: 86--532-87252290


 Thai
Thai